Materiali polimerici per la stampa 3D con tecnologia FDM

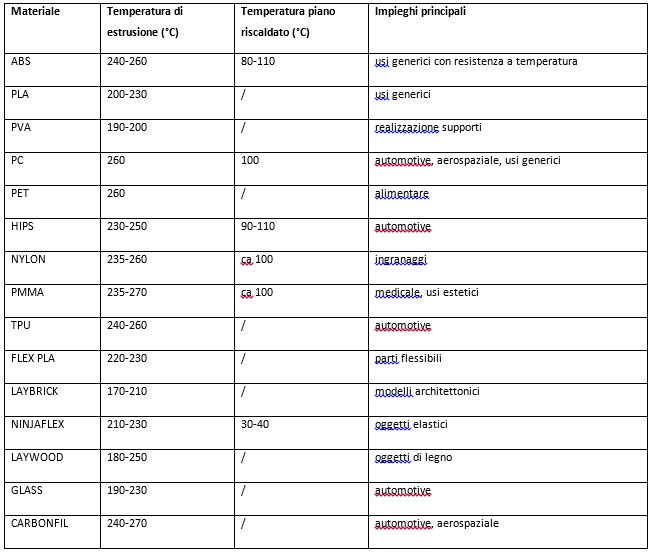
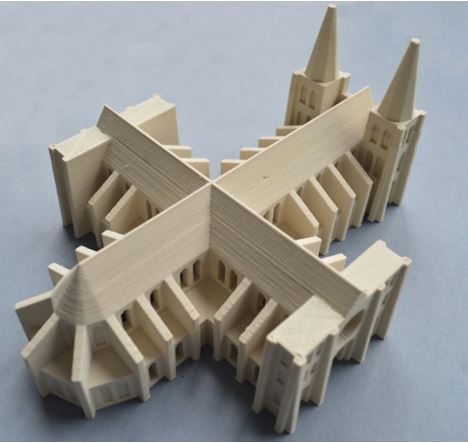
Con la stampa 3D si possono realizzare modelli concettuali, prototipi, utensili e parti finite. Le stampanti che utilizzano la tecnologia Fused Deposition Modeling sono oggi le più economiche e diffuse. Ciò ha portato a un importante sviluppo e alla commercializzazione di materiali con proprietà molto differenti. In questo articolo vengono illustrate le caratteristiche e i principali utilizzi dei diversi materiali
Laura Eleonora Depero*, Flavia Signorini*, Annalisa Zacco**
(*Laboratorio di Chimica per le Tecnologie, Università degli Studi di Brescia) (**SMART Solutions)
La manifattura additiva è una tecnologia di processo dove le parti sono create per strati depositati in successione. La ‘Fused Deposition Modeling’ (letteralmente: modellazione a deposizione fusa), a cui spesso si fa riferimento con l’acronimo FDM, è una tecnica additiva in cui ogni strato è formato da un “percorso” di materiale polimerico fuso, depositato da un ugello riscaldato. Il filamento di materiale termoplastico ha un diametro standard e viene fornito in bobine di varie dimensioni. Il principale vantaggio dell’FDM è la facilità di realizzare un prodotto partendo dal suo disegno virtuale, che può essere facilmente modificato direttamente sullo schermo. La validazione del prodotto può essere quindi realizzata in modo economico prima della produzione su grande scala.
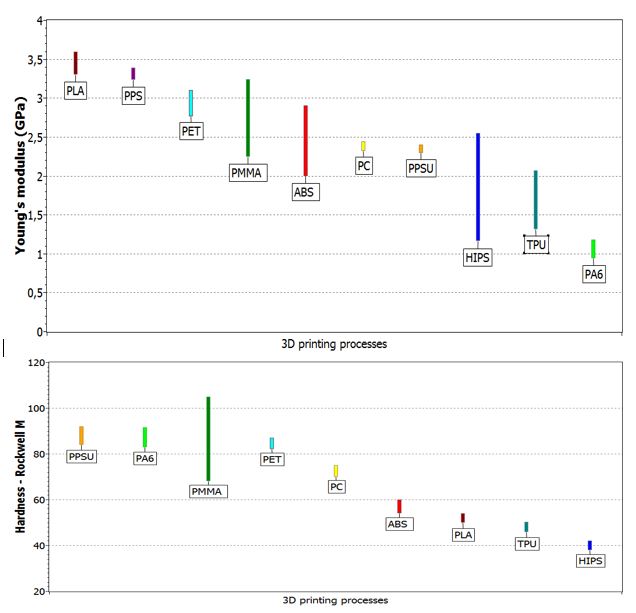
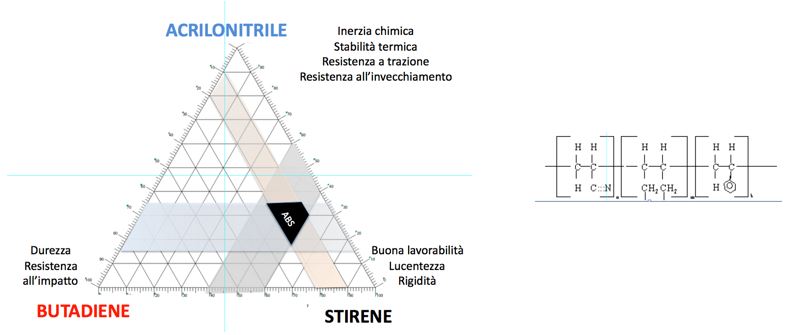
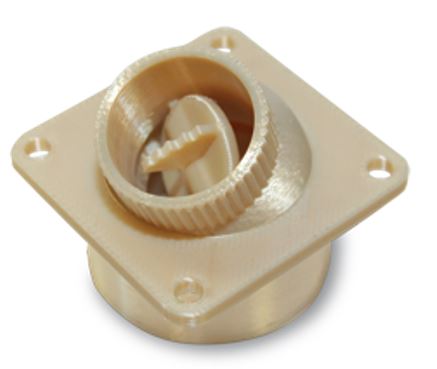
Le stampanti che utilizzano la tecnologia FDM sono le più diffuse e a basso costo; ciò ha portato nel corso degli anni a un enorme sviluppo dei materiali impiegabili con differenti proprietà. Grazie a questa tecnologia è anche possibile stampare oggetti utilizzando materiali con differenti caratteristiche fisiche e funzionali, in modo da ottenere proprietà differenti nelle sue diverse parti. Fino a oggi, diversi tipi di materiali sono stati utilizzati solo per ottenere supporti ‘a perdere’ o, al più, la stampa di parti con diversi colori. La recente commercializzazione di filamenti di materiale termoplastico elastomerico (TPE) per stampanti FDM, rende possibile ottenere un oggetto ‘combinando’ due materiali con differente rigidità. I materiali termoplastici, quali ABS, PLA, PS, PET, Nylon, che hanno caratteristiche meccaniche (rigidezza, resistenza a trazione, resistenza a impatto) poco differenti, oggi possono essere combinati con elastomeri termoplastici con rigidezze anche di due ordini di grandezza inferiori, permettendo di ottenere pezzi stampati con proprietà meccaniche molto differenti.
Oltre alle applicazioni estetiche ed ergonomiche, la combinazione di un materiale termoplastico rigido e uno elastomerico, può avere numerose applicazioni funzionali.